Laser Edge Oxide Removal

100w Rust Cleaning Laser Removes Rust Effortlessly Laser Laser Descaling Machine Automatic Cleaning Simp How To Remove Rust How To Clean Rust Paint Remover

2019 The New Rust Cleaning Laser How To Remove Rust Remove Rust Stains Rust Removers
Cleaning Metal Surfaces With A Laser

Laser Rust Remover In 2020 Laser Welding Tips Insulator Lights

Titanova Inc Is The Only Us Contract Manufacturer Offering Direct Diode Laser Systems That Can Be Used With A W Laser Welding Welding Services Laser Cladding
Simple Handheld Laser Demonstrates Complete Rust Removal Machine Design

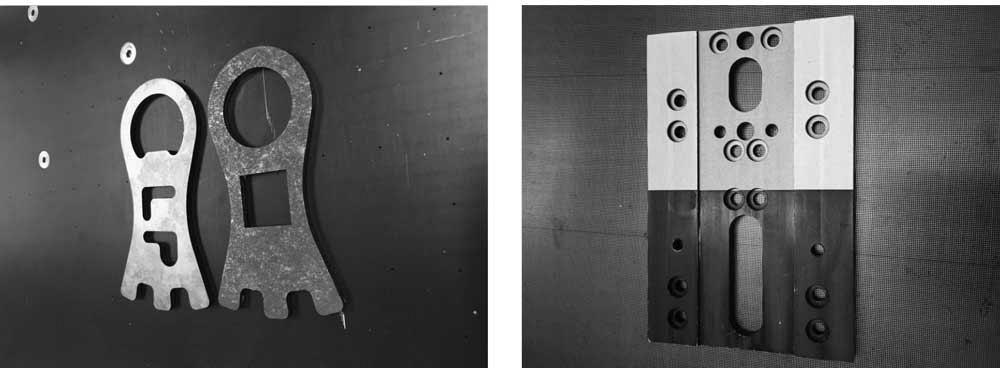
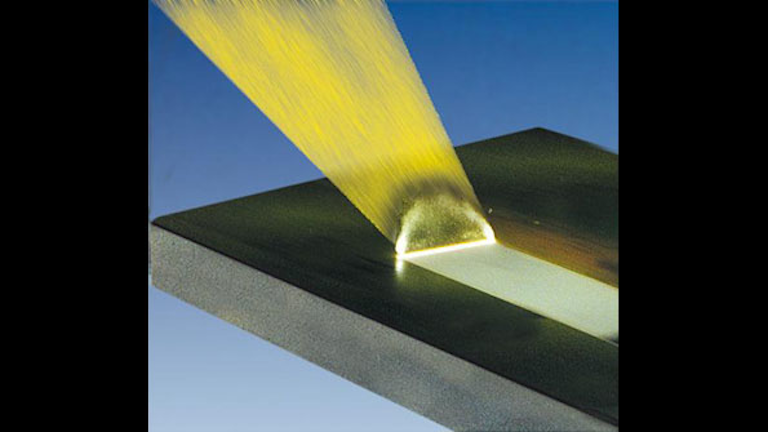
Laser oxide removal before welding and several other surface treatments metal surfaces must be clean and without oxides.
Laser edge oxide removal.

Reducing Headaches Associated With Slag On Laser Grating

Pin On My Etsy Shop

Pretreating Laser Cut Material For Powder Coating

Laser Paint Stripping Laser Coating Removal 4jet

Laser Cut Quality Guide Mate

Elk And Trees Welcome Dxf File Cnc Plasma Metal Working Metal Tree

Wet Sandblasting Machine Application Wet Sandblasting Sand Blasting Machine Wet

Pin On 20w Fiber Laser Marking Machine

Thin Film Removal Laser Ablation Technique Spi Lasers

Laser Tattoo Removal Guilford Connecticut The Langdon Center

Pin On Design Now Your Cnc Laser Cutting

Free Tax To Russia Disassembled Pack Mini Cnc 2418 Pro 2500mw Laser Cnc Engraving Machine Pcb Milli Cnc Engraving Machine Laser Engraving Machine Wood Router

Pin On Gushi Tools

Details About 2 X 72 Polishing Film Micron Sanding Belts 3 Belts Choose From Grit 220 2000 Workshop Equipment Sanding Belt

Pin On Dxf Files For Cnc Laser Plasma Or Water Jet Cutting

Hapstone M2 Knife Sharpener Updated Gritomatic Knife Sharpening Knife Digital Angle Gauge

Timesavers 42 Series Wrbw Animation Deburring Finishing Edge Rounding And Laser Oxide Removal Youtube

Picosure Laser Tattoo Removal In Toronto Spamedica
1

Laser Engraved Wood Plaque Hunter S Plaque Laser Engraving Outdoorsman Gift Hunting Theme Decor La Laser Engraved Wood Wood Plaques Laser Engraving
Pin On Tools

Razer Blade Holder Scraper By Suavepotato Razer Blade Single Edge Razor Blade

5 6 10in Multi Functio Contour Profile Gauge Tiling Laminate Tiles Edge Shaping Wood Measure Ruler Abs Contour Gauge Duplicator Wish Tile Tools Measurement Tools Marking Tools
The Ultimate Guide To Fiber Laser Cutting Machinemfg
Source : pinterest.com
